简体中文
简体中文
AKTUALNOŚCI
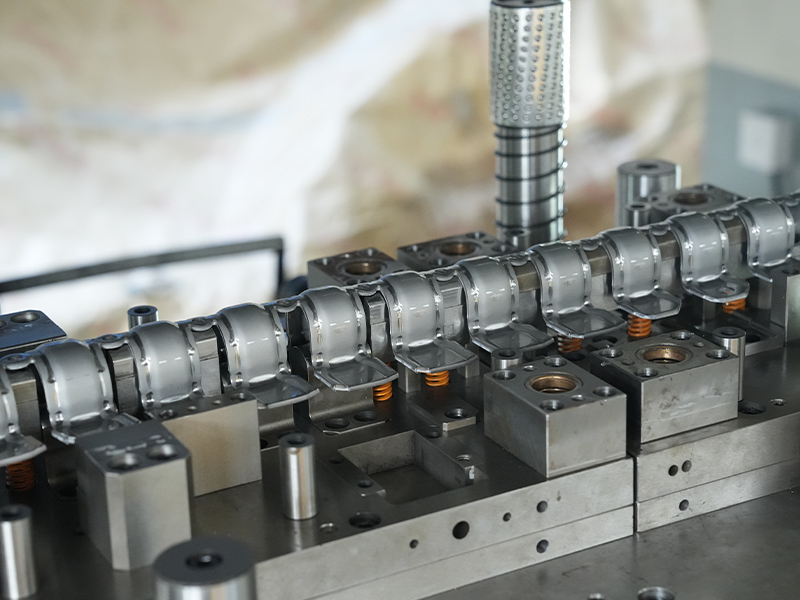
Dom / Aktualności / Wiadomości branżowe / Procesy produkcji precyzyjnych obudów zaworów elektromagnetycznych z tłoczonego żelaza

Nasz metalowy metalowy odłamki stali ze stali nierdzewnej to wysokowydajny komponent zaprojektowany w celu spełnienia wymagających wymagań branż wymagających precyzji, trwałości i odporności na tru...
Zobacz szczegóły
Nasza uszczelka samochodu ze stali nierdzewnej o wysokiej temperaturze jest zaprojektowana w celu wydajności w zastosowaniach motoryzacyjnych, które wymagają trwałości w warunkach ciepła i ciśnieni...
Zobacz szczegóły
Nasza oporna na zużycie i wysokociśnieniowa podkładka ze stali nierdzewnej jest zaprojektowana w celu wytrzymania warunków i zapewniają wyjątkową wydajność w różnych zastosowaniach przemysłowych. W...
Zobacz szczegóły
Połączki Starlock Starlock Stal ze stali nierdzewnej to specjalistyczne komponenty zatrzymujące zaprojektowane w celu bezpiecznego utrzymywania części na miejscu w zespołach zaworów wodnych. Te ele...
Zobacz szczegóły
Nasz wspornik ze stali nierdzewnej pod wysokim ciśnieniem jest solidnym, trwałym i niezawodnym rozwiązaniem do zabezpieczenia sprzętu w wymagających środowiskach, w których ciśnienie i integralność...
Zobacz szczegóły
Zdecydowana przegroda oleju żelaza jest kluczowym elementem w systemach silnika i skrzyni biegów, zaprojektowany do zarządzania i kontrolowania przepływu oleju w zespołach mechanicznych. Produkowan...
Zobacz szczegóły
Nasza aluminiowa pokrywę ciszy żelaza jest wysokowydajnym, trwałym rozwiązaniem zaprojektowanym w celu skutecznego zmniejszenia hałasu i wibracji w szerokiej gamie zastosowań przemysłowych i mechan...
Zobacz szczegóły
Mosiężne czapki pyłu są niezbędnymi składnikami zaprojektowanymi w celu ochrony łożysk i innych części mechanicznych przed brudem, pyłem, wilgocią i zanieczyszczeniami, które mogą powodować przedwc...
Zobacz szczegóły
Pinami miedzianymi to precyzyjne złącza elektryczne zaprojektowane w celu zapewnienia niezawodnej i wydajnej wydajności w szerokim zakresie zastosowań. Wykonane z wysokiej jakości drutu miedzianego...
Zobacz szczegóły
Nowa nowa wtyczka do ładowania energii, opatrzona miedziana srebrna, jest wysokowydajnym złączem specjalnie zaprojektowanym dla nowych stacji ładowania pojazdów elektrycznych. Wykonany z wysokiej j...
Zobacz szczegóły
Pure Cync Plate Absorbber to wysokowydajne, trwałe rozwiązanie zaprojektowane w celu zwiększenia funkcjonalności i długowieczności różnych maszyn i sprzętu. Zbudowany z czystego materiału cynku, te...
Zobacz szczegóły
Nasza ocynkowana obudowa silnikowa oferuje solidną ochronę i długowieczność dla szerokiej gamy silników elektrycznych używanych w różnych branżach. Wykonana z wysokiej jakości stali ocynkowanej, ob...
Zobacz szczegółyDane kontaktowe
Address: Nr 6 Qiasheng North Road, Caoqiao Industrial Park, Xueyan Town, Wujin District, Changzhou City, prowincja Jiangsu
TEL: 86-15050692548
Jeśli jesteś zainteresowany naszymi produktami, skonsultuj się z nami