 简体中文
简体中文


Części do tłoczenia sprzętu stanowią podstawę nowoczesnej produkcji. Od wspornika w drzwiach samochodu po terminal w przekaźniku przemysłowym — te małe, precyzyjne komponenty zapewniają niezawodne działanie złożonych zespołów — często tak, że użytkownik końcowy ich nie zauważa. Jako producent, który produkuje części do tłoczenia metalu od 2010 roku, chcemy dać Ci jasny, praktyczny obraz tego, czym właściwie są części do tłoczenia sprzętu, jak są wykonane i na co zwrócić uwagę przy ich pozyskiwaniu.
Jakie są części do tłoczenia sprzętu?
Części do tłoczenia sprzętu to elementy metalowe wytwarzane przez prasowanie, wykrawanie, gięcie lub ciągnienie blachy przez matrycę za pomocą prasy mechanicznej lub hydraulicznej. Proces ten znany jest jako tłoczenie metalu lub tłoczenie. W przeciwieństwie do obróbki skrawaniem, która usuwa materiał w celu nadania kształtu, tłoczenie jest procesem formowania — materiał jest przekształcany bez wycinania, co radykalnie zmniejsza ilość odpadów i koszty na dużą skalę.
Termin „części tłoczone” obejmuje niezwykle szeroką gamę komponentów. Krótka lista reprezentatywna obejmuje:
- Wsporniki, zaciski i płyty montażowe stosowane w zespołach nadwozi samochodowych
- Zaciski elektryczne, złącza i osłony ekranujące w elektronice użytkowej
- Obudowy narzędzi chirurgicznych i elementy sąsiadujące z implantami w wyrobach medycznych
- Obudowy, radiatory i ramy konstrukcyjne w maszynach przemysłowych
- Zawiasy, łączniki, sprężyny i podkładki w sprzęcie i wyrobach budowlanych
Cechą wspólną wszystkich tych komponentów jest wymóg ścisłej spójności wymiarowej, integralności powierzchni i możliwości produkcji w dużych ilościach przy powtarzalnym poziomie jakości.
Wyjaśnienie procesów tłoczenia rdzenia
Zrozumienie podstawowych operacji pomaga skuteczniej komunikować się z dostawcą i dokładniej oceniać oferty. Większość części do tłoczenia sprzętu jest wytwarzana w wyniku jednej lub więcej z następujących operacji:
Wykrawanie i wykrawanie
Stempel przepycha blachę przez matrycę w celu oddzielenia płaskiego kształtu (wykrawanie) lub utworzenia otworu (wykrawanie). Są to zazwyczaj pierwsze operacje w wieloetapowym procesie. Dokładność wymiarowa określa tutaj, czy każda dalsza operacja mieści się w tolerancji.
Gięcie i formowanie
Zginanie przykłada siłę wzdłuż prostej osi, aby utworzyć elementy kątowe. Formowanie to szerszy termin określający każdą operację zmieniającą kontur arkusza bez usuwania materiału — w tym wytłaczanie, zwijanie i zwijanie. Wiosna (tendencja metalu do częściowego powrotu do pierwotnego kształtu po formowaniu) jest jednym z najczęstszych źródeł błędów wymiarowych; doświadczeni wytwórcy narzędzi biorą to pod uwagę przy projektowaniu matryc od samego początku.
Głęboki rysunek
Głębokie tłoczenie wciąga płaski półfabrykat do wnęki matrycy, tworząc pusty, trójwymiarowy kształt — typowymi produktami są kubki, puszki, obudowy i obudowy. Stosunek głębokości do średnicy (znany jako współczynnik rozciągania) określa, czy część można uformować w jednym ciągnięciu, czy też wymaga ona wielu etapów redukcji. Większość materiałów pozwala na współczynnik rozciągania wynoszący w przybliżeniu 1,5 do 2,0 na stopień bez pękania.
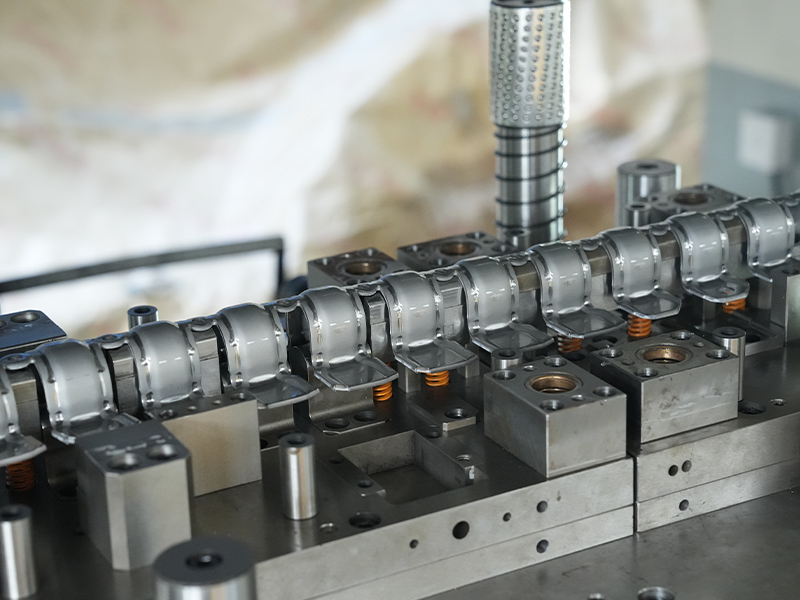
Progresywne tłoczenie
Progresywne oprzyrządowanie do matryc wykonuje wiele operacji – wykrawanie, przebijanie, gięcie, formowanie – na kolejnych stanowiskach w ramach jednego zestawu matryc. Cewka metalu przesuwa się automatycznie, przesuwając się o jeden stopień na skok prasy. Matryce progresywne są standardowym wyborem w przypadku dużych części do tłoczenia sprzętu ponieważ łączą wiele operacji w jeden cykl, redukując czas obsługi i koszt jednostkowy. Częstotliwość cykli wynosi od 100 do 400 uderzeń na minutę.
Tłoczenie matrycowe
Gdy część jest zbyt duża lub złożona, aby pozostać połączona z taśmą nośną przez cały proces, jest ona oddzielana wcześniej i przenoszona mechanicznie pomiędzy stacjami. Matryce transferowe są preferowane w przypadku większych części konstrukcyjnych, takich jak panele karoserii samochodów, gdzie półwyroby muszą być przenoszone lub odwracane pomiędzy operacjami.
Wybór materiału: Dopasowanie metalu do zastosowania
Wybór materiału jest jedną z najważniejszych decyzji w projekcie tłoczenia. Niewłaściwy materiał może oznaczać zużycie narzędzia, słabą odkształcalność, nieodpowiednie właściwości mechaniczne lub niepotrzebne koszty. Poniżej znajduje się praktyczne porównanie najpopularniejszych materiałów stosowanych w częściach do tłoczenia sprzętu:
| Materiał | Kluczowe właściwości | Typowe zastosowania | Rozważania |
|---|---|---|---|
| Stal węglowa (SPCC / DC01) | Wysoka wytrzymałość, niski koszt, dobra odkształcalność | Wsporniki konstrukcyjne, ramy maszyn, obudowy | Wymaga powłoki lub poszycia odpornego na korozję |
| Stal nierdzewna (304 / 316) | Doskonała odporność na korozję, wysoka twardość po hartowaniu | Urządzenia medyczne, sprzęt spożywczy, sprzęt morski | Większe zużycie narzędzi; sprężynowanie musi być starannie kompensowane |
| Aluminium (1xxx / 5xxx / 6xxx) | Lekki, odporny na korozję, dobra przewodność cieplna | Lekkie elementy samochodowe, radiatory elektroniczne, przemysł lotniczy | Niższa wytrzymałość niż stal; Wybór stopu ma kluczowe znaczenie |
| Miedź/stopy miedzi | Doskonała przewodność elektryczna i cieplna, plastyczny | Zaciski elektryczne, złącza, szyny zbiorcze | Wyższe koszty materiałów; zarządzanie utlenianiem potrzebne w magazynowaniu |
| Cynk / stopy cynku | Dobra odkształcalność, naturalna bariera antykorozyjna, niski koszt | Artykuły dekoracyjne, wykończenia samochodów, towary konsumpcyjne | Niższa wytrzymałość mechaniczna niż stal; nie nadaje się do części nośnych |
W Dingjia pracujemy z pełną gamą materiałów żelaznych i nieżelaznych. Nasz asortyment części do tłoczenia sprzętu obejmuje tłoczenie stali nierdzewnej, stali węglowej, aluminium, miedzi, blachy platerowanej miedzią i stopów cynku – dając klientom opcję z jednego źródła, niezależnie od ich wymagań materiałowych.
Tolerancje i standardy wymiarowe, które powinieneś znać
Wymagania dotyczące tolerancji mają bezpośredni wpływ na koszt oprzyrządowania, czas cyklu i ilość złomów. Przed złożeniem zapytania o wycenę warto zrozumieć, co jest możliwe do osiągnięcia i co powoduje wzrost kosztów.
- Standardowe tolerancje handlowe w przypadku tłoczonych części z blachy wynoszą zazwyczaj ± 0,1 mm do ± 0,3 mm dla wymiarów liniowych, w zależności od grubości materiału i złożoności funkcji.
- Precyzyjne tłoczenie progresywne może utrzymać ± 0,02 mm do ± 0,05 mm na dziurkowanych otworach i zaślepionych krawędziach przy odpowiednim zarządzaniu luzem matrycy i regularnej konserwacji matrycy.
- Powszechnie przestrzegane są tolerancje kąta zgięcia ±1° w warunkach standardowych i ±0,5° w zastosowaniach precyzyjnych.
- Wymagania dotyczące płaskości i prostopadłości, szczególnie w przypadku części używanych w zautomatyzowanym montażu, powinny być wyraźnie określone na rysunku, a nie zakładane.
Określanie węższych tolerancji, niż faktycznie wymaga aplikacja, jest jednym z najczęstszych sposobów, w jaki kupujący nieumyślnie zwiększają koszty części. Jeśli Twój zespół projektowy nie jest pewien, przegląd DFM (Design for Manufacturability) z dostawcą przed zatwierdzeniem oprzyrządowania może zapobiec późniejszym kosztownym zmianom.
Opcje wykańczania powierzchni dla części do tłoczenia sprzętu
Surowe, tłoczone powierzchnie metalowe rzadko są ostatecznym stanem części sprzętowej. Obróbka powierzchniowa służy trzem głównym celom: ochronie przed korozją, poprawie estetyki i modyfikacji funkcjonalnej (takiej jak zwiększenie twardości lub poprawa kontaktu elektrycznego). Do najpopularniejszych opcji wykończenia należą:
- Galwanizacja – Osadza cienką metaliczną warstwę (cynk, nikiel, chrom, cyna, złoto) na powierzchni części, zapewniając ochronę przed korozją i wygląd. Grubość wynosi zazwyczaj 5–25 µm.
- Malowanie proszkowe – Elektrostatyczne nakładanie proszku polimerowego, następnie utwardzanie w piecu. Zapewnia trwałą, jednolitą powłokę o grubości 60–100 µm. Powszechnie stosowane w elementach konstrukcyjnych ze stali węglowej.
- Anodowanie – Proces elektrochemiczny stosowany wyłącznie w aluminium, w wyniku którego powstaje gęsta, integralna warstwa tlenku. Anodowanie typu II daje 5–25 µm; Typ III (anodowanie twarde) daje 25–150 µm przy znacznie wyższej twardości.
- Pasywacja – Chemiczna obróbka stali nierdzewnej, która usuwa wolne żelazo z powierzchni, maksymalizując naturalną odporność materiału na korozję. Powszechnie stosowane w przypadku części medycznych i przeznaczonych do kontaktu z żywnością.
- Farba fosforanowa – Typowy dwuetapowy proces stalowych części samochodowych: powłoka konwersyjna z fosforanu żelaza lub cynku zapewnia przyczepność i odporność na korozję jako podstawa do późniejszego malowania.
- Polerowanie/gratowanie – Wykańczanie wibracyjne lub beczkowe usuwa zadziory i ostre krawędzie z elementów wykrawanych – jest to niezbędne w przypadku części mających kontakt z rękami, kablami lub elementami uszczelniającymi.
Właściwy wybór wykończenia zależy od środowiska operacyjnego, wymagań prawnych (w przypadku części elektronicznych często wymagana jest zgodność z dyrektywą RoHS) i procesu montażu. Poinformuj dostawcę wcześniej o warunkach użytkowania końcowego – ma to wpływ na wybór materiału w równym stopniu, jak na wykończenie.
Kluczowe branże i wymagania dotyczące części tłoczonych
Części do tłoczenia sprzętu nie są towarami ogólnymi. Każda branża wiąże się ze specyficznym zestawem wymagań technicznych i regulacyjnych, które producent musi zrozumieć przed wycięciem pierwszej matrycy.
Motoryzacja
Motoryzacja stamping parts must meet tight dimensional tolerances because they are integrated into automated assembly lines where even a 0.2 mm deviation can cause fit failures. IATF 16949 certyfikacja systemu jakości jest faktycznie obowiązkowa dla dostawców branży motoryzacyjnej Tier 1 i Tier 2. Identyfikowalność materiałów, dokumentacja PPAP (Proces zatwierdzania części produkcyjnych) i testowanie trwałości funkcjonalnej to standardowe wymagania. Nasz części do tłoczenia stali samochodowej są produkowane zgodnie z certyfikowaną kontrolą jakości IATF 16949.
Elektronika i Elektryka
Zaciski, złącza, ekrany i sprężyny stykowe w elektronice wymagają stałej siły styku, precyzyjnej geometrii i niezawodnej przyczepności powłoki. Części tłoczone z miedzi i stopów miedzi dominują w tym segmencie ze względu na przewodność elektryczną. Cynowanie lub złocenie miedzi to standard zapewniający odporność na korozję powierzchni współpracujących. W zastosowaniach złączy powszechne są tolerancje mikrotłoczenia wynoszące ± 0,01–0,05 mm.
Sprzęt medyczny
Medyczne części tłoczone wymagają biokompatybilności, odporności na powtarzające się cykle sterylizacji i pełnej identyfikowalności partii materiałów. Stal nierdzewna 316L jest najczęściej wybieranym materiałem ze względu na jego doskonałą odporność na korozję w środowisku zasolonym i chemicznym. Podstawowym oczekiwaniem stawianym producentom OEM w branży medycznej jest certyfikat zarządzania jakością ISO 13485.
Maszyny Przemysłowe
Wsporniki konstrukcyjne, panele obudów i elementy mechanizmów w urządzeniach przemysłowych traktują priorytetowo nośność i stabilność wymiarową w długim okresie użytkowania. Typowymi wyborami są wysokowytrzymała stal węglowa i konstrukcyjne stopy aluminium. W wielu przypadkach operacje spawania lub nitowania następuje po tłoczeniu, więc spójne wymiary półwyrobów i jakość krawędzi bezpośrednio wpływają na jakość łączenia na dalszych etapach.
Oprzyrządowanie: inwestycja, która określa długoterminowy koszt części
Matryca (lub narzędzie) to główna inwestycja kapitałowa w projekcie tłoczenia, a zrozumienie ekonomiki oprzyrządowania pomaga w podejmowaniu lepszych decyzji dotyczących zaopatrzenia.
Prosta, jednooperacyjna matryca do małego zamka może kosztować od 3000 do 8000 dolarów. Wielostanowiskowa matryca progresywna do złożonego elementu złącza może osiągnąć kwotę 50 000–150 000 USD lub więcej, w zależności od liczby stacji, materiałów i wymaganych tolerancji. Jednakże ten koszt początkowy jest amortyzowany w całym cyklu produkcyjnym. Przy ilościach powyżej 50 000–100 000 części tłoczenie zazwyczaj zapewnia najniższy koszt jednostkowy spośród wszystkich procesów formowania metalu.
Kluczowe pytania, które należy zadać dostawcy w sprawie oprzyrządowania:
- Jaka jest znamionowa trwałość matrycy (liczba skoków, zanim konieczna będzie poważna konserwacja)?
- Kto jest właścicielem oprzyrządowania i co się z nim stanie, jeśli zmienisz dostawcę?
- Jaki jest harmonogram konserwacji narzędzi i kto ponosi koszty rutynowego ostrzenia?
- Czy ten sam zestaw matryc można zmodyfikować, jeśli projekt ulegnie niewielkim zmianom lub wymagane będzie nowe narzędzie?
Dostawca posiadający własne możliwości projektowania i konserwacji form – a nie taki, który zleca oprzyrządowanie na zewnątrz – zazwyczaj oferuje krótsze czasy realizacji pierwszych próbek i większą kontrolę nad jakością i trwałością narzędzi.
Kontrola jakości w stemplowaniu sprzętu: jak wygląda rygorystyczny proces
Sama dokładność wymiarowa nie definiuje jakości części. Solidny system kontroli jakości tłoczonych części sprzętowych obejmuje cały przebieg produkcji:
- Kontrola przychodzącego materiału – Weryfikacja certyfikatów materiałowych oraz pobieranie próbek właściwości mechanicznych i grubości przed wprowadzeniem zwojów do produkcji.
- Kontrola pierwszego artykułu (FAI) – Pełna weryfikacja wymiarowa pierwszej próbki produkcyjnej z rysunkiem technicznym przed rozpoczęciem produkcji masowej.
- SPC w procesie (statystyczna kontrola procesu) – Pobieranie próbek części w określonych odstępach czasu podczas produkcji i śledzenie krytycznych wymiarów na kartach kontrolnych w celu wykrycia dryfu, zanim wyprodukują wadliwe części.
- Inspekcja współrzędnościowej maszyny pomiarowej (CMM). – W przypadku cech o wąskiej tolerancji pomiar CMM eliminuje subiektywizm operatora i zapewnia udokumentowane raporty wymiarowe.
- Kontrola powierzchniowa i wizualna – Sprawdzanie zadziorów, pęknięć, zadrapań, defektów powłoki i innych anomalii powierzchni w określonych warunkach oświetleniowych.
- Wychodząca kontrola jakości (OQC) – Końcowa kontrola próbek w oparciu o AQL przed wysyłką z raportami z kontroli dostarczonymi klientowi.
Trzymamy Certyfikat IATF 16949 i prowadzić laboratorium jakości wyposażone we współrzędnościowe przyrządy pomiarowe Zeiss i półautomatyczne maszyny współrzędnościowe. Klientom z branż regulowanych możemy dostarczyć pełną dokumentację kontroli i dokumentację identyfikowalności materiałów przy każdej wysyłce.
Jak ocenić dostawcę części do tłoczenia sprzętu
Wybór odpowiedniego producenta jest równie ważny, jak odpowiedni projekt. Oto praktyczne ramy oceny oparte na kryteriach, które faktycznie wpływają na długoterminową niezawodność dostaw:
| Kryterium | Czego szukać | Czerwone flagi |
|---|---|---|
| Możliwości narzędziowe | Wewnętrzny zespół zajmujący się projektowaniem i konserwacją form | Całe oprzyrządowanie zlecane na zewnątrz; ograniczone wsparcie DFM |
| Sprzęt prasowy | Zakres tonażu (obejmuje grubość części); nowoczesne prasy sterowane CNC | Tylko jeden lub dwa rozmiary prasy; starzejący się sprzęt bez dokumentacji konserwacyjnej |
| Certyfikat Jakości | IATF 16949 (motoryzacja), ISO 9001, ISO 13485 (medycyna) | Brak certyfikatu lub certyfikatu, który nie został niedawno odnowiony |
| Sprzęt inspekcyjny | CMM, komparatory optyczne, twardościomierze na miejscu | Poleganie na ręcznych miernikach tylko w przypadku elementów precyzyjnych |
| Materiał Breadth | We własnym zakresie radzi sobie z materiałami żelaznymi i nieżelaznymi | Specjalizuje się tylko w jednej rodzinie materiałów; nie obsługuje przyszłych zmian w projekcie |
| Komunikacja | Odpowiadający na pytania techniczne; aktywnie reagować na opinie DFM | Powolna reakcja; unika zobowiązań dotyczących gwarancji wymiarowych |
Z radością witamy audyty fabryk i chętnie przeprowadzamy potencjalnych klientów przez nasz proces produkcyjny, narzędziownię i laboratorium jakości. Przejrzystość na etapie kwalifikacji to najlepszy sposób na zbudowanie długoterminowej relacji w zakresie dostaw, która przyniesie korzyści obu stronom.
Jak najlepiej wykorzystać swój projekt stemplowania: praktyczne wskazówki
Po ponad 15 latach współpracy z klientami z branży motoryzacyjnej, elektronicznej i medycznej, oto praktyki, które konsekwentnie prowadzą do lepszych wyników:
- Podziel się swoją roczną prognozą wolumenu wcześnie. Nawet przybliżona liczba (np. 200 000 sztuk rocznie) określa, czy oprzyrządowanie progresywne, oprzyrządowanie do przenoszenia lub oprzyrządowanie złożone ma sens ekonomiczny i ma bezpośredni wpływ na inwestycję w oprzyrządowanie, o którą zostaniesz poproszony.
- Określ tylko tolerancje, które faktycznie będziesz sprawdzał. Jeśli kontrola przychodząca nie sprawdza wymiaru, nie ma sensu nakładać na dostawcę ograniczenia w zakresie ±0,02 mm — po prostu płacisz za bardziej rygorystyczny proces, który nie przynosi żadnych korzyści.
- Poproś o recenzję DFM przed zatwierdzeniem oprzyrządowania. Małe zmiany — dodanie promienia do ostrego narożnika wewnętrznego, dostosowanie odległości od otworu do krawędzi lub zmiana podcięcia pod zagięcie — mogą znacznie zmniejszyć zużycie narzędzia i poprawić spójność części bez szkody dla projektu.
- Jeśli jest to praktyczne, skonsoliduj swoich dostawców usług tłoczenia. Korzystanie z producenta o szerokich możliwościach materiałowych oznacza mniej procesów kwalifikacyjnych, mniej stylów narzędzi do zarządzania i większe wykorzystanie w planowaniu priorytetów w okresach największego zapotrzebowania.
- Zaplanuj wykończenie powierzchni przed docięciem narzędzi. Niektóre procesy wykańczania (np. ciężkie cynkowanie) powodują powstawanie narostów wymiarowych, które należy uwzględnić w geometrii części od początku, a nie modernizować po fakcie.
Dlaczego warto współpracować ze specjalistycznym producentem stempli sprzętowych
Tłoczenie sprzętowe z zewnątrz wygląda na zwodniczo proste – naciska się prasę, wychodzi kształt. W praktyce operacja tłoczenia wysokiej jakości wymaga precyzyjnej inżynierii matryc, wiedzy z zakresu materiałoznawstwa, dyscypliny kontroli procesu i szybkiej reakcji na zużycie narzędzi. Różnica między przeciętnym dostawcą a kompetentnym dostawcą ujawnia się w wskaźniku złomowania, kontroli dopasowania na linii montażowej i roszczeniach gwarancyjnych – nie tylko w cenie za sztukę.
Changzhou Dingjia Metal Technology Co., Ltd. zajmuje się produkcją precyzyjnych części do tłoczenia sprzętu od 2010 roku, działając od Obiekt o powierzchni 6900 m² w dystrykcie Wujin w Changzhou, z zespołem 56 doświadczonych techników i 24 wykrawarkami zdolnymi do Wydajność tłoczenia 500 ton miesięcznie . Nasza produkcja obejmuje zarówno materiały żelazne, jak i nieżelazne, a nasze części służą klientom z branży motoryzacyjnej, elektronicznej i maszyn medycznych na całym świecie.
Jeśli zaopatrujesz się w części do tłoczenia sprzętu i chcesz, aby producent dysponujący głębokością oprzyrządowania, infrastrukturą wysokiej jakości i gamą materiałów wspierał Twój pełny cykl życia produktu, zapraszamy do zapoznania się z naszą pełna gama części do tłoczenia sprzętu lub skontaktuj się z nami bezpośrednio, aby omówić wymagania dotyczące Twojego projektu.











