简体中文
简体中文
AKTUALNOŚCI
Dom / Aktualności / Wiadomości branżowe / Jakie są metalowe części tłoczenia? Przewodnik po procesie, typach i aplikacjach
Metal Części do stemplowania są niezbędnymi komponentami używanymi w niezliczonych branżach, od motoryzacyjnej po elektronikę. Ten kompleksowy przewodnik wyjaśnia wszystko, co musisz wiedzieć o komponentach wytłoczonych metalowych, w tym procesach produkcyjnych, wyborze materiałów, standardach jakości i praktycznych zastosowaniach.
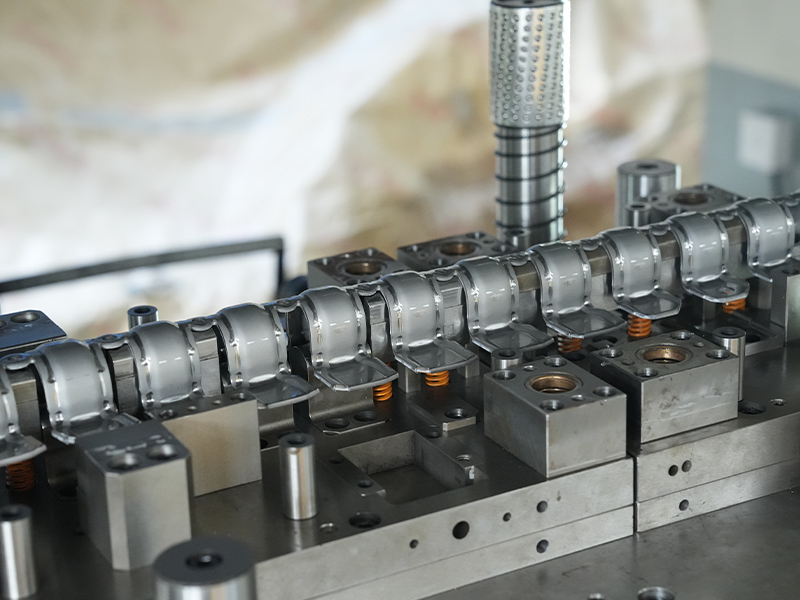
Stemping metalowy to proces produkcyjny kształtujący zimno, który wykorzystuje matryce i stemplowanie, aby przekształcić blachy w określone kształty. Proces oferuje kilka zalet:
Nowoczesna technologia stemplowania może wytwarzać części o tolerancjach tak ciasnych jak ± 0,01 mm dla precyzyjnych zastosowań.
Stemplowane komponenty można podzielić na ich proces produkcyjny i formę końcową:
| Typ | Opis | Typowe zastosowania |
| Zakładanie części | Płaskie komponenty wycięte z blachy metalu | Podkładki, podkładki, kontakty elektryczne |
| Zginanie części | Komponenty z cechami pod kątem lub utworzonymi | Wsporniki, klipsy, obudowy |
| Głębokie części rysunkowe | Trójwymiarowe puste kształty | Puszki, kontenery, panele motoryzacyjne |
| Postępowe części matrycy | Złożone komponenty wykonane w wielu krokach | Terminale elektryczne, złącza |
| Drobne części | Komponenty o bardzo precyzyjnym z gładkimi krawędziami | Przekładnie, precyzyjne części mechaniczne |
Proces stemplowania metalowego zazwyczaj obejmuje te kluczowe etapy:
Wybór materiału zależy od funkcji części, warunków środowiskowych i względy kosztów:
| Tworzywo | Zakres grubości | Kluczowe właściwości | Powszechne zastosowania |
| Zimna stalowa stal | 0,5-3,0 mm | Wysoka siła, dobra formalność | Automotive, urządzenia |
| Stal nierdzewna | 0,2-6,0 mm | Odporność na korozję | Medyczne, przetwarzanie żywności |
| Stopy aluminium | 0,3-5,0 mm | Lekki, przewodzący | Aerospace, elektronika |
| Miedź/mosiądz | 0,1-3,0 mm | Doskonała przewodność | Komponenty elektryczne |
| Wysoka stal węglowa | 1,0-8,0 mm | Wyjątkowa twardość | Maszyny przemysłowe |
Zapewnienie stemplowanej jakości części wymaga wielu metod weryfikacji:
Metody statystycznej kontroli procesu (SPC) są często wdrażane w celu monitorowania spójności produkcji.
Skuteczny zaprojektowany projekt części jest zgodny z tymi zasadami:

Kilka zmiennych wpływa na ostateczną cenę wytłoczonych komponentów:
| Czynnik | Wpływ na koszty | Wskazówki dotyczące obniżenia kosztów |
| Typ materiału | 20-60% całkowitych kosztów | Rozważ alternatywne stopy |
| Częściowe złożoność | Zwiększa koszty oprzyrządowania | W miarę możliwości uproście geometrie |
| Wolumen produkcyjny | Wyższe tomy zmniejszają koszty jednostkowe | Połącz zamówienia, gdy jest to praktyczne |
| Wymagania tolerancji | Wajniejsze tolerancje zwiększają koszty | Określ luźniejsze tolerancje tam, gdzie jest dopuszczalne |
| Operacje wtórne | Dodaje kroki przetwarzania | Projektowanie, aby zminimalizować przetwarzanie końcowe |
Stemping metalowy serwuje praktycznie każdy sektor produkcyjny:
Zrozumienie, kiedy wybierać stemplowanie w porównaniu z innymi procesami:
| Metoda | Zalety | Wady | Najlepsze dla |
| Stemping metalowy | Duża prędkość, niski koszt jednostkowy, precyzja | Wysoki koszt narzędzi, ograniczony do blachy | Masowa produkcja cienkich komponentów |
| CNC Mękawka | Elastyczne, nie potrzebne narzędzia | Wolniejsze, wyższe koszty na połowie | Prototypy, złożone części 3D |
| Die casting | Złożone kształty, dobre wykończenie powierzchniowe | Ograniczone do metali nieżelaznych | Cynk, komponenty aluminiowe |
| Drukowanie 3D | Bez oprzyrządowania, wolność projektowania | Powolne, materialne ograniczenia | Prototypy, części niestandardowe |
Przemysł stemplowania nadal ewoluuje wraz z nowymi osiągnięciami:
Rozwiązania dla częstych problemów produkcyjnych:
| Problem | Możliwe przyczyny | Rozwiązania |
| Burrs | Noszone matryce, niewłaściwe prześwit | Wyostrz/wymień umiera, dostosuj luz |
| Wyśmienity | Niewystarczający promień zgięcia, niewłaściwy materiał | Zwiększ promień, materiał wyżarzania |
| Zmarszczenie | Niewystarczające ciśnienie pustego uchwytu | Dostosuj ciśnienie, użyj koralików losowania |
| Springback | Efekt pamięci materiałowej | Overbend, użyj kątów odszkodowania |
| Niewspółosiowość | Niewłaściwe karmienie, noszone przewodniki | Sprawdź podajnik, wymień przewodniki |
Właściwa konserwacja matrycy rozszerza żywotność narzędzia i zapewnia jakość:
Kluczowe formuły do operowania operowania:
Naciśnij obliczenia tonażu:
Tonaż = (obwód × grubość materiału × wytrzymałość na ścinanie) / 2000
Puste rozmiar do głębokiego rysunku:
Średnia ślepa = √ (Ostateczna część powierzchni × 4/π)
Wskaźnik produkcji:
Części / godzinę = (współczynnik wydajności 3600 ×) / czas cyklu (sekundy)
Nowoczesne operacje stemplacyjne dotyczą zrównoważonego rozwoju:
Przewiduje się, że metalowy sektor stemplowania stale rośnie, napędzany przez:
W miarę ewolucji wymagań produkcyjnych technologia stempla
Części do stemplowania żelaza: zastosowania, korzyści i proces produkcji
2025-07-11Części do stemplowania aluminium: proces, aplikacje i korzyści
2025-07-22Twój adres e -mail nie zostanie opublikowany. Wymagane pola są oznaczone *

Nasz metalowy metalowy odłamki stali ze stali nierdzewnej to wysokowydajny komponent zaprojektowany w celu spełnienia wymagających wymagań branż wymagających precyzji, trwałości i odporności na tru...
Zobacz szczegóły
Stłoczona elektroniczna wtyczka ze stali nierdzewnej to komponent z inżynierii precyzyjnej wytwarzany przy użyciu zaawansowanych technik stemplowania. Wykonana z wysokiej jakości stali nierdzewnej,...
Zobacz szczegóły
Nasza uszczelka uszczelniająca ze stali nierdzewnej jest zaprojektowana w celu uzyskania wysokowydajnych zastosowań w silnikach turbodoładowanych, zapewniając solidne, niezawodne uszczelnienie, aby...
Zobacz szczegóły
Nasz wspornik ze stali nierdzewnej opornej na zużyciu jest zaprojektowany do aplikacji o wysokiej wydajności, w których trwałość i wytrzymałość są najważniejsze. Ten wspornik, wykonany z premium ze...
Zobacz szczegóły
Nasz wspornik ze stali nierdzewnej pod wysokim ciśnieniem jest solidnym, trwałym i niezawodnym rozwiązaniem do zabezpieczenia sprzętu w wymagających środowiskach, w których ciśnienie i integralność...
Zobacz szczegóły
Zdecydowana przegroda oleju żelaza jest kluczowym elementem w systemach silnika i skrzyni biegów, zaprojektowany do zarządzania i kontrolowania przepływu oleju w zespołach mechanicznych. Produkowan...
Zobacz szczegóły
Zespół rdzenia zaworu żelaznego jest wytwarzany przy użyciu technologii tłoczenia i wykonany z wysokiej jakości materiału żelaza, dokładnie stemplowanego. Ten komponent jest szeroko stosowany w róż...
Zobacz szczegóły
Nasz wspornik montowania żelaza jest solidnym, wszechstronnym i bardzo wytrzymałym rozwiązaniem wsparcia zaprojektowanym dla szerokiej gamy zastosowań przemysłowych i komercyjnych. Zbudowany z żela...
Zobacz szczegóły
65-metrowa płyta regulowana przez żelaza jest precyzyjnym metalowym komponentem wytwarzanym ze stali o wysokiej zawartości węglowej (65 mn), materiału znanym z twardości, wytrzymałości na rozciągan...
Zobacz szczegóły
Nasz odporny na korozję wspornik stali motoryzacyjnej jest zaprojektowany pod kątem trwałości i wydajności w wymagających aplikacjach motoryzacyjnych. Ten wspornik wykonany z wysokiej jakości stali...
Zobacz szczegóły
Nasz kołnierz stali motoryzacyjnej jest zaprojektowany pod kątem precyzji, trwałości i wyjątkowej wydajności w różnych aplikacjach motoryzacyjnych. Wykonane z wysokiej jakości stali węglowej, stali...
Zobacz szczegóły
Pure Cync Plate Absorbber to wysokowydajne, trwałe rozwiązanie zaprojektowane w celu zwiększenia funkcjonalności i długowieczności różnych maszyn i sprzętu. Zbudowany z czystego materiału cynku, te...
Zobacz szczegółyDane kontaktowe
Address: Nr 6 Qiasheng North Road, Caoqiao Industrial Park, Xueyan Town, Wujin District, Changzhou City, prowincja Jiangsu
TEL: 86-15050692548
Jeśli jesteś zainteresowany naszymi produktami, skonsultuj się z nami