简体中文
简体中文
AKTUALNOŚCI
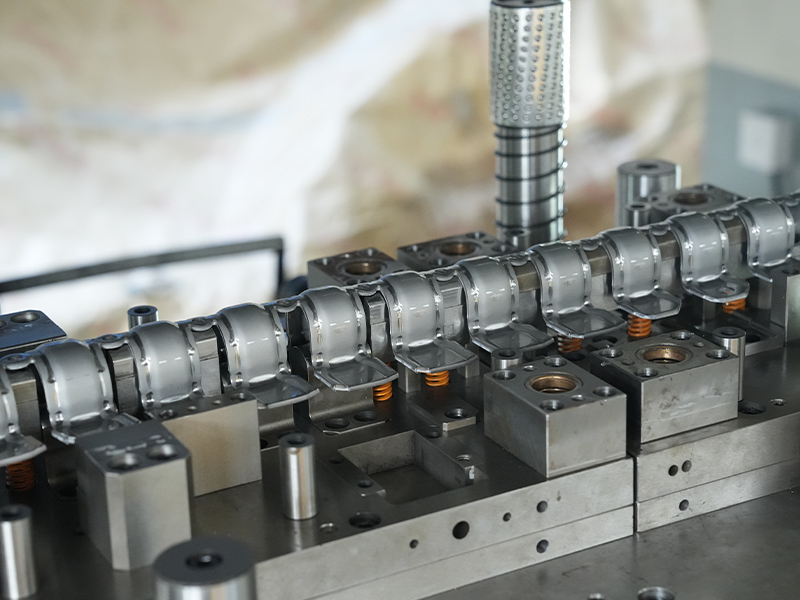
Dom / Aktualności / Wiadomości branżowe / Co to jest proces tłoczenia metalu? Kompletny przewodnik po formowaniu blachy

Nasz metalowy metalowy odłamki stali ze stali nierdzewnej to wysokowydajny komponent zaprojektowany w celu spełnienia wymagających wymagań branż wymagających precyzji, trwałości i odporności na tru...
Zobacz szczegóły
Połączki Starlock Starlock Stal ze stali nierdzewnej to specjalistyczne komponenty zatrzymujące zaprojektowane w celu bezpiecznego utrzymywania części na miejscu w zespołach zaworów wodnych. Te ele...
Zobacz szczegóły
Tłoczona obudowa wiązki elektromagnesu żelaza jest komponentem precyzyjnym zaprojektowanym w celu wydobywania i ochrony systemów zaworów elektromagnetycznych. Wyprodukowane przy użyciu zaawansowany...
Zobacz szczegóły
Obudowa uszczelniającego kondensatora żelaza jest precyzyjnym wytłoczonym metalowym komponentem zaprojektowanym w celu wydobycia i ochrony kondensatorów, zapewniając ich długoterminową wydajność i ...
Zobacz szczegóły
Zespół rdzenia zaworu żelaznego jest wytwarzany przy użyciu technologii tłoczenia i wykonany z wysokiej jakości materiału żelaza, dokładnie stemplowanego. Ten komponent jest szeroko stosowany w róż...
Zobacz szczegóły
Nasz kołnierz stali motoryzacyjnej jest zaprojektowany pod kątem precyzji, trwałości i wyjątkowej wydajności w różnych aplikacjach motoryzacyjnych. Wykonane z wysokiej jakości stali węglowej, stali...
Zobacz szczegóły
Tłoczona aluminiowa płyta ciepła wentylatora dla nowej wtyczki do ładowania energii jest kluczowym elementem wytwarzanym ze stopu aluminium za pomocą technologii stemplowania, szeroko stosowanego w...
Zobacz szczegóły
Nasza aluminiowa pokrywę ciszy żelaza jest wysokowydajnym, trwałym rozwiązaniem zaprojektowanym w celu skutecznego zmniejszenia hałasu i wibracji w szerokiej gamie zastosowań przemysłowych i mechan...
Zobacz szczegóły
Nasza cienkościenna klatka łożyska miedziana jest niezbędnym elementem zaprojektowanym do stosowania w łożyskach precyzyjnych, oferującym trwałość i wydajność w różnych zastosowaniach przemysłowych...
Zobacz szczegóły
Mosiężne czapki pyłu są niezbędnymi składnikami zaprojektowanymi w celu ochrony łożysk i innych części mechanicznych przed brudem, pyłem, wilgocią i zanieczyszczeniami, które mogą powodować przedwc...
Zobacz szczegóły
Pinami miedzianymi to precyzyjne złącza elektryczne zaprojektowane w celu zapewnienia niezawodnej i wydajnej wydajności w szerokim zakresie zastosowań. Wykonane z wysokiej jakości drutu miedzianego...
Zobacz szczegóły
Nowa nowa wtyczka do ładowania energii, opatrzona miedziana srebrna, jest wysokowydajnym złączem specjalnie zaprojektowanym dla nowych stacji ładowania pojazdów elektrycznych. Wykonany z wysokiej j...
Zobacz szczegółyDane kontaktowe
Address: Nr 6 Qiasheng North Road, Caoqiao Industrial Park, Xueyan Town, Wujin District, Changzhou City, prowincja Jiangsu
TEL: 86-15050692548
Jeśli jesteś zainteresowany naszymi produktami, skonsultuj się z nami